

名称:龙口市富士包装机械有限公司
电话:0535-8522119
手机: 13705350285(柳经理)
15253598305(周经理)
15253598308(亓(qi)丽丽)
15253598317(鲍丽)
邮箱:webmaster@fushijixie.cn
传真:0535-8635389
网址:www.fushijixie.cn
地址:山东省龙口市兰高工业园兰兴路1号
塑料发泡挤出机价格,塑料发泡挤出机厂家,塑料发泡挤出机生产厂家
包装领域:生产缓冲包装材料,如 PE 发泡膜(用于电子产品、家电运输缓冲,防碰撞损伤)、PS 泡沫板材(切割后制成礼品盒内衬、仪器包装托盘)、EPE 珍珠棉(可加工成卷材、管材,适配不规则产品包装,如家具边角防护),这类制品依赖设备精准控制发泡倍率(通常 10-30 倍),确保缓冲性能达标。
建材领域:生产保温隔热与结构材料,如 PVC 发泡板(用于室内装饰吊顶、橱柜门板,兼具防水与阻燃特性)、XPS 挤塑板(外墙保温、地暖保温层,需设备实现高密度发泡,导热系数≤0.030W/(m・K))、PE 发泡管材(市政工程管道保温套,适配不同管径需求),要求设备具备稳定的高温控制与压力调节能力,保障制品强度与保温性能。
家电与汽车领域:生产功能部件,如冰箱门体 PE 发泡填充层(设备需实现连续发泡,确保填充均匀无空隙)、汽车内饰 PS 发泡件(如仪表盘缓冲层、车门隔音棉,需精细控制泡孔大小,提升隔音减震效果)、空调管道保温 PE 发泡套管(需设备适配小管径连续挤出,壁厚误差≤±0.1mm)。
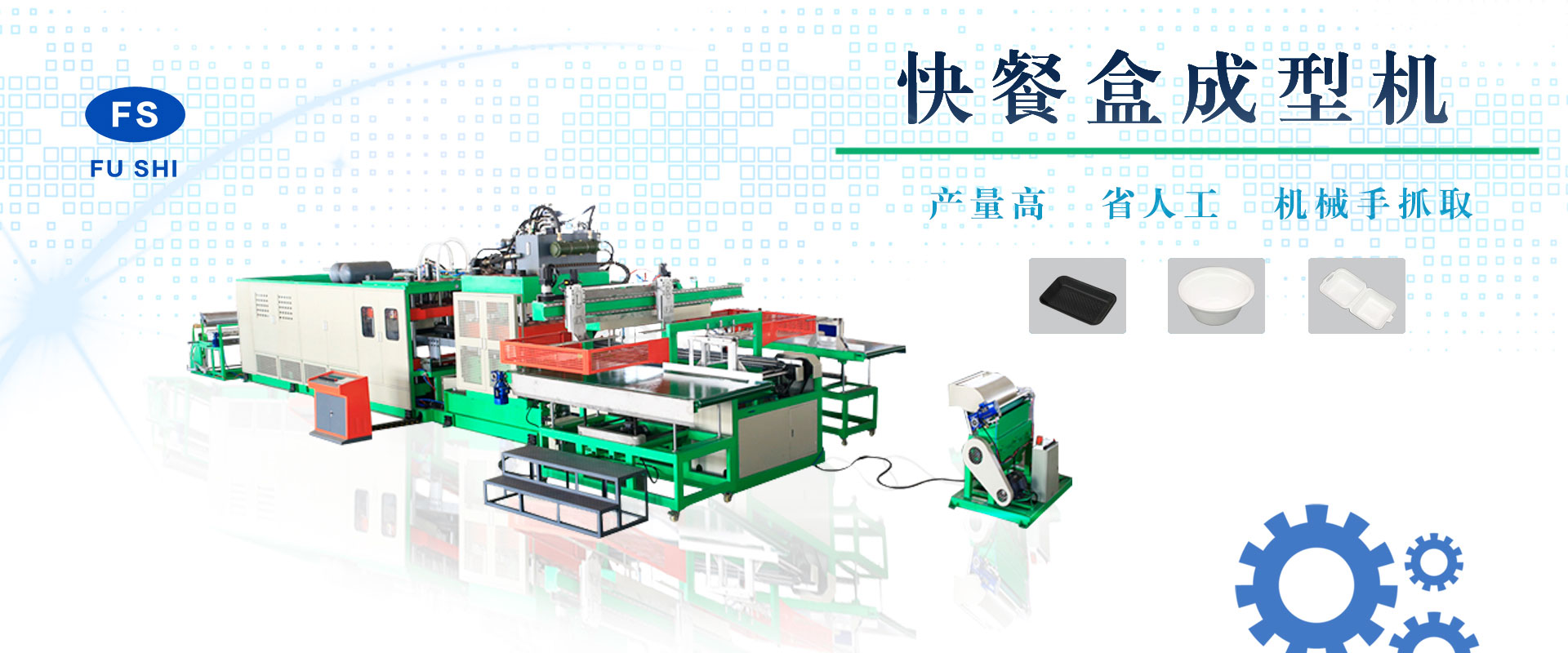
日用品领域:生产轻便型制品,如 PE 发泡拖鞋鞋底(设备需实现低密度发泡,确保柔软度与耐磨性平衡)、PS 泡沫快餐盒(需食品级材质适配,设备接触物料部件采用 304 不锈钢,符合食品安全标准)。
PE(聚乙烯)发泡挤出机:低温发泡与高压稳定
结构设计:螺杆采用渐变型螺槽(长径比 25:1-30:1),螺棱间距逐步缩小,确保 PE 物料(熔融温度 110-130℃)充分熔融;配备专用发泡剂注入装置(通常为二氧化碳或丁烷注入,压力控制在 15-20MPa),注入点位于螺杆中部,预留充足混合段(长度≥螺杆总长的 1/3),确保发泡剂与熔体均匀混合;模头采用渐变式流道设计,避免熔体压力骤降导致提前发泡。
工艺参数:挤出温度分段控制,料筒一区(进料段)80-90℃、二区(熔融段)110-120℃、三区(混合段)120-130℃,模头温度 130-140℃;螺杆转速 30-60r/min,根据制品发泡倍率调整(高倍率发泡需降低转速至 30-40r/min,确保发泡充分);冷却系统采用水环冷却,水温控制在 20-25℃,快速定型避免泡孔塌陷。
适用制品:PE 发泡膜、发泡管材、缓冲包装材料,需设备具备低压发泡控制能力(发泡压力 5-8MPa),保障泡孔均匀度(泡孔直径 0.1-0.5mm)。
PVC(聚氯乙烯)发泡挤出机:耐温防腐与阻燃适配
结构设计:螺杆采用耐腐蚀合金材质(如 38CrMoAlA,表面氮化处理,硬度≥HV900),抵御 PVC 物料中增塑剂与稳定剂的腐蚀;料筒配备强制冷却系统(水冷 + 风冷组合),避免 PVC 高温降解(分解温度 160℃以上);发泡剂注入装置适配偶氮二甲酰胺(AC 发泡剂),需在料筒末端注入,配合静态混合器(混合元件数量≥8 组),确保发泡剂分散均匀;模头采用宽流道设计(适配板材挤出),内置阻流块调节熔体分布,避免边缘缺料。
工艺参数:挤出温度严格控制,料筒一区 60-70℃、二区 120-130℃、三区 140-150℃(避免超过 160℃),模头温度 150-160℃;螺杆转速 20-40r/min,低速确保 PVC 熔体塑化均匀;发泡压力控制在 8-12MPa,适配 PVC 高密度发泡需求(如装饰板材,发泡倍率 3-5 倍)。
适用制品:PVC 发泡板、发泡型材、管道保温套,需设备具备防腐结构与精准温控,避免物料降解影响制品色泽与强度。
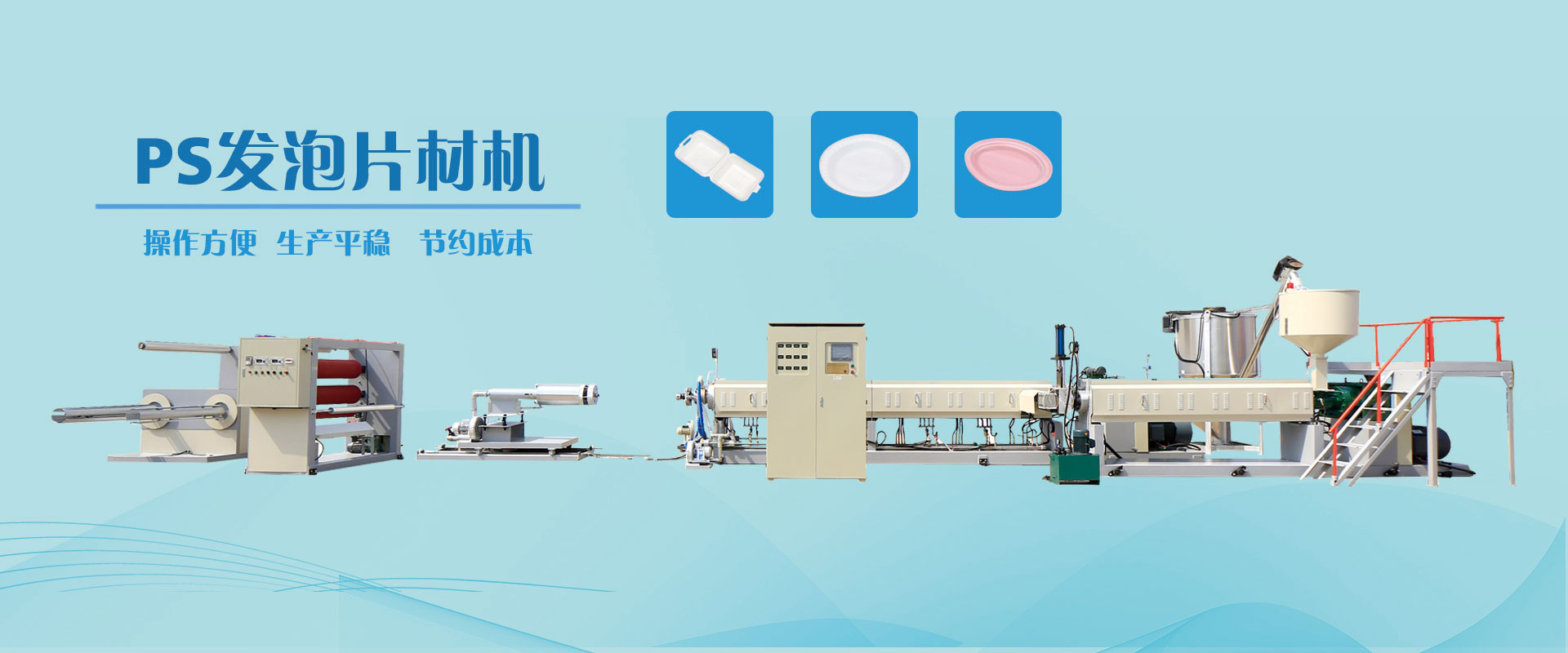
PS(聚苯乙烯)发泡挤出机:高温熔融与快速定型
结构设计:螺杆采用高剪切螺棱(长径比 28:1-32:1),螺棱高度差增大,提升剪切力,确保 PS 物料(熔融温度 150-180℃)充分塑化;配备二次发泡系统,在模头出口设置定型套(长度≥200mm),通过真空吸附(真空度 - 0.06 至 - 0.08MPa)与冷却水路(水温 15-20℃)快速定型,避免泡孔扩张不均;模头适配板材、管材等不同制品,可快速更换模头组件(更换时间≤30 分钟)。
工艺参数:挤出温度分段提升,料筒一区 100-110℃、二区 150-160℃、三区 170-180℃,模头温度 180-190℃;螺杆转速 40-80r/min,高转速适配 PS 快速发泡需求(如泡沫快餐盒,生产速度≥2m/min);发泡剂选用戊烷,注入压力 12-15MPa,确保与 PS 熔体充分混合(混合时间≥10 秒)。
适用制品:PS 泡沫板材、快餐盒、汽车内饰件,需设备具备高温熔融与快速定型能力,保障制品表面光滑度与泡孔密度。
螺杆参数:长径比需适配材质特性,PE 发泡选 25:1-30:1、PVC 发泡选 20:1-25:1、PS 发泡选 28:1-32:1;螺杆直径根据产能选择,小型作坊(日产能 1-5 吨)选 Φ65-Φ80mm 螺杆,中型工厂(日产能 5-20 吨)选 Φ90-Φ120mm 螺杆,大型企业(日产能 20-50 吨)选 Φ130-Φ160mm 螺杆,确保产能与需求匹配。
发泡系统:根据发泡剂类型选择注入装置,物理发泡(CO₂、丁烷)需高压注入系统(压力≥15MPa),化学发泡(AC 发泡剂)需精准计量装置(计量精度 ±0.5%);若生产高倍率发泡制品(如 EPE 珍珠棉,倍率 20-30 倍),需设备配备二次发泡与真空定型系统,确保泡孔稳定。
温控与冷却:料筒需分段温控(至少 3 段),控温精度 ±1℃,避免局部过热导致物料降解;冷却系统根据制品选择,板材、管材选水环 + 定型套冷却,薄膜选风环冷却,确保冷却效率(制品出模温度≤40℃)。
自动化与合规性:规模化生产需选 PLC 控制系统(配备 10 英寸以上触摸屏),支持参数存储(≥100 组配方)与远程监控,减少人工干预;食品级制品生产需设备接触物料部件为 304 不锈钢(符合 GB 4806.9),建材制品生产需设备具备阻燃材质适配能力(如模头耐温≥200℃)。
规范操作流程:开机前检查螺杆、料筒清洁度(残留物料需清理干净,避免不同材质混料),确认发泡剂注入系统压力正常(无泄漏);物料投入前需干燥处理(PE 含水率≤0.1%、PVC≤0.2%、PS≤0.1%),避免气泡产生;生产中每小时抽样检测制品(如发泡倍率、壁厚、泡孔均匀度),若出现泡孔过大,需降低模头温度 5-10℃或提升发泡剂注入压力 1-2MPa;停机前需排空料筒内物料,用清洗料(如 PE 清洗料)清洗螺杆与模头,避免物料残留结块。
日常维护要点:每日检查螺杆转速与电机电流(电流波动≤±5%),若电流异常升高,需排查是否有物料堵塞;每周清洁冷却系统(清理水箱水垢、检查冷却水管路是否堵塞),确保冷却效率;每月更换齿轮箱润滑油(选用 150# 工业齿轮油,油位保持在油标 1/2-2/3 处),检查螺杆轴承磨损情况(轴向窜动≤0.05mm);每季度校准温控仪与发泡剂计量装置,确保参数精准。
常见故障处理:若制品表面出现凹陷,需检查模头温度是否过低(提升 5-10℃)或冷却速度过快(降低冷却水流量);发泡倍率不足时,排查发泡剂注入量(增加 10%-20%)或螺杆混合段长度(若不足需更换长混合段螺杆);螺杆卡死时,立即停机并降低料筒温度(PE 降至 80℃、PVC 降至 60℃、PS 降至 100℃),手动盘车清理堵塞物料,禁止强行启动电机;模头漏料时,检查模头密封垫是否老化(更换耐温密封圈,如氟橡胶材质)或螺栓紧固度(重新均匀拧紧,扭矩≤30N・m)。


扫一扫,关注我们
电话:0535-8522119 |
手机:13705350285(柳经理) 15253598305(周经理) 15253598308(亓(qi)丽丽) 15253598317(鲍丽) |
邮箱:webmaster@fushijixie.cn 网址:www.fushijixie.cn |
地址:山东省龙口市兰高工业园兰兴路1号 小程序名称:快餐盒、珍珠棉设备、果品分选机 |


