

名称:龙口市富士包装机械有限公司
电话:0535-8522119
手机: 13705350285(柳经理)
15253598305(周经理)
15253598308(亓(qi)丽丽)
15253598317(鲍丽)
邮箱:webmaster@fushijixie.cn
传真:0535-8635389
网址:www.fushijixie.cn
地址:山东省龙口市兰高工业园兰兴路1号
塑料发泡挤出机价格,塑料发泡挤出机厂家,塑料发泡挤出机生产厂家
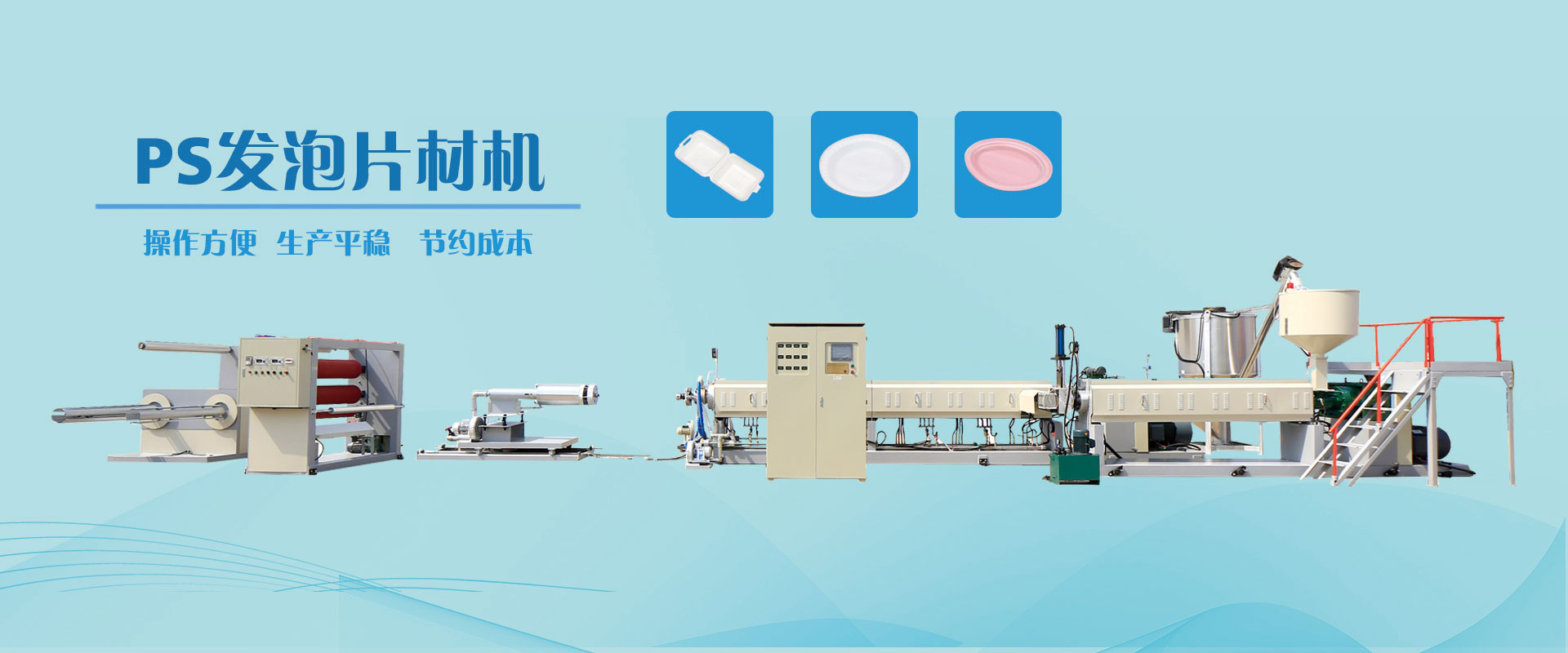
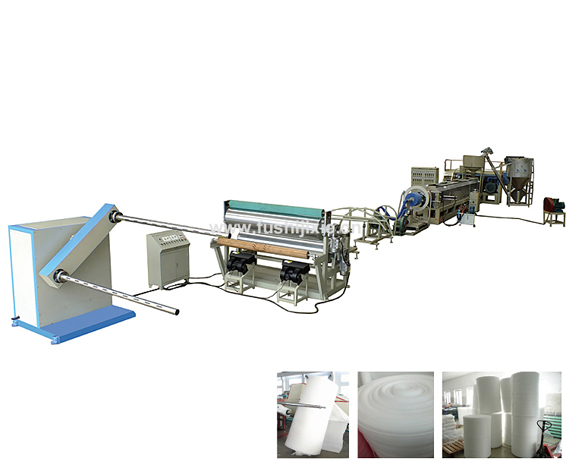
按制品特性与产能精准选型:小型包装厂生产 EPE 珍珠棉(低密度、高弹性,需化学发泡)优先选单螺杆塑料发泡挤出机(如 SFM75 型),螺杆直径 75mm,长径比 28:1,配备 22kW 变频电机,发泡倍率可达 20-40 倍,膜宽 800-1000mm 适配包装场景,采用风冷 + 水冷双冷却系统,确保片材定型均匀,设备装机容量仅 50kW,3 人 / 班即可操作,适配小批量灵活生产;中大型保温厂生产挤塑板(高密度、高强度,需物理发泡)需选双螺杆塑料发泡挤出机(如 SHJ-95 型),采用平行双螺杆结构(螺杆直径 95mm,长径比 36:1),配备 75kW 伺服电机,生产率达 80-120kg/h,日产能超 20 吨,搭载二氧化碳物理发泡系统(发泡剂注入精度 ±0.1%),可生产厚度 1.5-12mm 的挤塑板,搭配自动定径切割机组,实现连续化量产。若生产阻燃型制品(如防火保温板),需选带阻燃剂计量投料装置的机型,投料精度≤±1%,确保阻燃剂均匀分散。
核心参数适配原则:处理聚乙烯(PE)原料生产 EPE 时,螺杆转速需匹配发泡剂分解速度(设 30-50r/min,确保物料滞留时间 15-20 分钟);生产挤塑板采用聚苯乙烯(PS)原料时,需控制机筒压力≥15MPa(抑制提前发泡),口模压力骤降至 0.5MPa 以下实现瞬间发泡;冷却系统需按制品厚度适配,薄制品(≤2mm)以风冷为主(风速≥5m/s),厚制品(≥5mm)需叠加水冷(水温控制 20-25℃,冷却时间≥3 分钟),保证泡孔定型完整。
基础工艺参数调试:遵循 “原料定温度、制品定密度” 原则,EPE 珍珠棉生产采用化学发泡(添加偶氮二甲酰胺发泡剂),机筒分段控温:喂料段 140-160℃、压缩段 170-180℃、均化段 160-170℃,发泡剂添加量为原料重量的 3%-5%,搅拌时间≥10 分钟确保混合均匀;挤塑板生产采用物理发泡(注入二氧化碳),机筒温度控制 180-200℃(PS 熔融温度),发泡剂注入压力≥20MPa,注入量按密度需求调整(如密度 30kg/m³ 时,注入量为原料重量的 8%-10%),口模温度比均化段低 5-10℃,防止出口泡孔破裂。所有工艺需控制物料填充率(机筒容积的 60%-70%),填充率过高易导致压力骤升引发堵塞,过低则混合不均影响发泡效果。
缺陷处理与效率提升:若泡孔大小不均,需检查螺杆转速(波动范围≤±2r/min,不稳定需校准变频电机)或发泡剂注入量(采用闭环控制调整精度);若表皮开裂,需降低均化段温度 5-8℃,或增加冷却系统风量 / 水量;提升效率可采用 “双喂料机交替供料” 模式,一个供料机补料时另一个持续喂料,减少停机等待时间;针对 EPE 生产的膜面褶皱问题,可调整牵引速度(比挤出速度高 5%-10%),搭配展平辊组消除褶皱。
操作安全刚性规范:开机前检查电机、减速机、冷却系统是否正常(减速机油位在刻度线之间,冷却水管路无堵塞),手动盘动螺杆 2-3 圈确认无卡阻;接触化学发泡剂(如偶氮二甲酰胺)需佩戴丁腈手套、护目镜,操作区域通风风量≥10m³/h・人,防止吸入分解产生的有毒气体;设备运行中若出现机筒压力骤升(超过设定值 2MPa)或异常噪音,立即停机泄压,禁用强行开机;清理口模时需待温度降至 80℃以下,使用铜制刮刀(禁用钢制工具避免划伤),禁止在高温状态下直接接触口模。
设备维护与故障防控:每日生产结束后清理螺杆与机筒(用专用清洗料从喂料口注入,开机运转 5-10 分钟排出残留物料),检查冷却系统滤网(清除杂质,保证换热效率);每周润滑传动部件,螺杆轴承涂抹高温锂基润滑脂(耐温≥200℃),链条加注 46# 机械油,检查发泡剂注入泵(密封件有无渗漏,渗漏需立即更换);每月校准温度控制系统(误差≤±3℃,用标准温度计对比检测),检查螺杆与机筒磨损情况(间隙超过 0.5mm 需修复);每季度检修高压发泡剂储罐(进行压力测试,测试压力为工作压力的 1.5 倍),更换减速机润滑油(采用极压工业齿轮油,换油量按型号确定,如 SFM75 型换油量 15L)。常见故障处理:螺杆堵塞需停机降温至 100℃以下,用专用工具反向旋转螺杆排出物料;发泡剂注入失败需检查管路阀门(是否堵塞)或储罐压力(低于 15MPa 需补充)。


扫一扫,关注我们
电话:0535-8522119 |
手机:13705350285(柳经理) 15253598305(周经理) 15253598308(亓(qi)丽丽) 15253598317(鲍丽) |
邮箱:webmaster@fushijixie.cn 网址:www.fushijixie.cn |
地址:山东省龙口市兰高工业园兰兴路1号 小程序名称:快餐盒、珍珠棉设备、果品分选机 |


