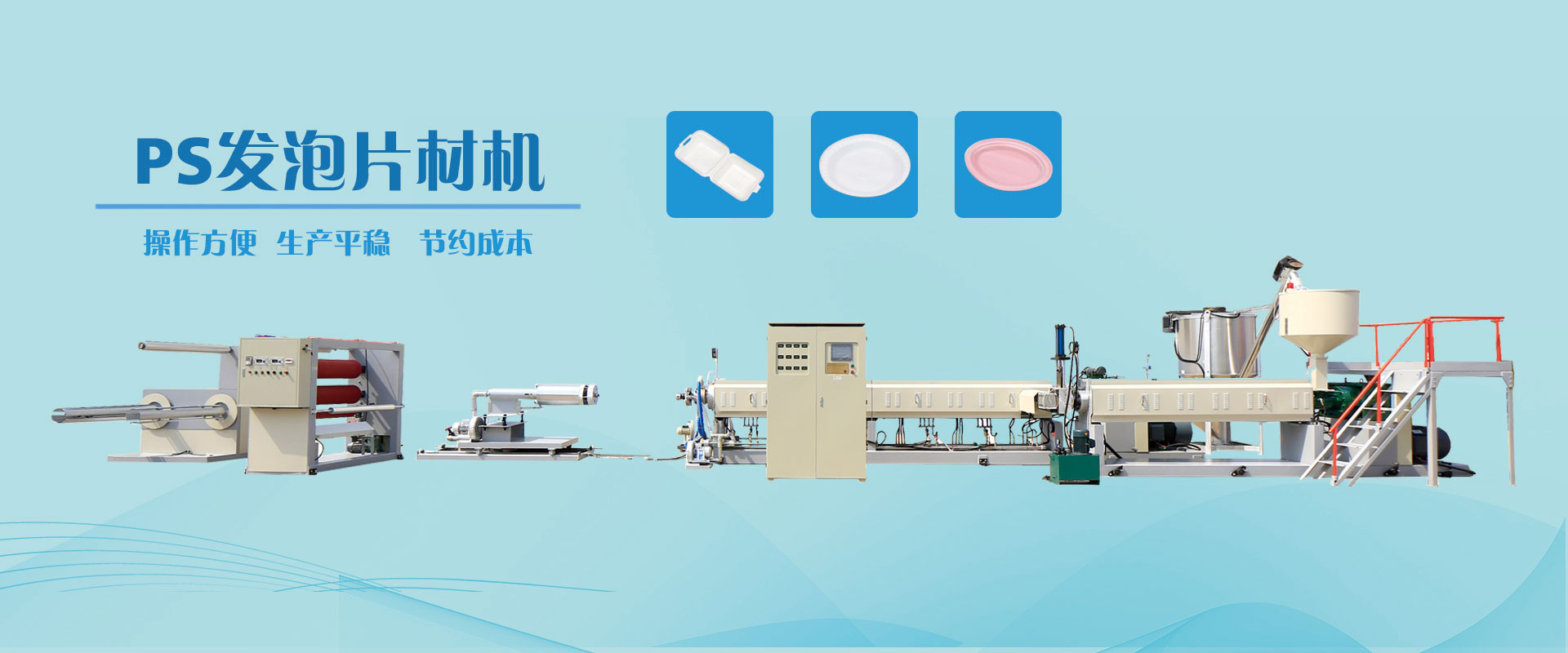
PS(聚苯乙烯)发泡片材
挤出机的生产工艺优化,核心目标是提升片材质量(如泡孔均匀性、密度稳定性)、降低能耗、提高生产效率,同时减少原料浪费。其工艺涉及原料配比、挤出参数、发泡调控、冷却定型等多个环节,具体优化方向如下:
原料的纯度、配比及预处理直接影响发泡效果,是工艺优化的基础:
原料筛选与干燥
选用高流动性 PS 树脂(熔融指数 8-15g/10min,适合发泡),回料添加比例控制在 30% 以内(过量易导致泡孔破裂);
原料需经干燥处理(80-90℃烘干 2-3 小时),含水率降至 0.05% 以下(避免水分在高温下汽化形成异常气泡)。
误区:使用含杂质或受潮的 PS 颗粒(如回料中混入 PE、PVC 等异物),导致挤出时局部降解或发泡不均。
优化措施:
发泡剂与助剂配比
低密度片材(≤0.15g/cm³):物理发泡剂添加量 3%-5%(丁烷 / 戊烷混合使用,比例 3:1 可改善发泡稳定性);
高密度片材(0.2-0.3g/cm³):化学发泡剂添加量 1%-2%(需配合发泡促进剂,如氧化锌,降低分解温度)。
发泡剂选择:常用物理发泡剂(如丁烷、戊烷)或化学发泡剂(如偶氮二甲酰胺 AC),需根据片材密度需求调整用量:
助剂优化:添加 0.5%-1% 的成核剂(如滑石粉、碳酸钙,粒径 5-10μm),促进泡孔细密均匀;加入抗氧剂(如 1010)抑制 PS 高温降解(尤其加工温度>200℃时)。
挤出机的温度、螺杆转速、压力是调控 PS 熔融与发泡的核心参数,需精准匹配:
料筒温度分段控制
喂料段(140-160℃):原料预热,防止冷料磨损螺杆;
压缩段(170-190℃):PS 熔融塑化,发泡剂开始溶解(物理发泡剂需在此阶段充分混合);
计量段(180-200℃):熔体均化,温度需稳定(波动≤±2℃),避免发泡剂提前分解(化学发泡剂)或沸腾(物理发泡剂)。
温度曲线设计:采用 “梯度升温 + 恒温” 模式,避免局部过热或熔融不均:
关键注意:物理发泡剂注入点温度需严格控制(如丁烷注入点温度 170-180℃,过高易导致发泡剂提前汽化,无法均匀分散)。
螺杆转速与扭矩匹配
挤出压力稳定
发泡与定型直接决定片材的密度、厚度及泡孔结构,是工艺优化的关键:
发泡倍率精准控制
物理发泡剂:通过流量泵精确控制注入量(误差≤0.1kg/h),增加注入量→倍率提高(但过量易导致泡孔合并);
化学发泡剂:调整 AC 用量(每增加 0.5%,倍率约提高 0.5 倍),同时控制模头温度(AC 分解温度 160-200℃,温度过高分解过快,泡孔易坍塌)。
核心公式:发泡倍率 = 原料密度(1.05g/cm³)/ 片材实际密度,需根据产品需求设定(如食品托盘倍率 2-3 倍,包装缓冲材 3-5 倍)。
调节方法:
冷却定型优化
定型辊温度控制:采用 “梯度冷却”,前辊(靠近模头)温度 60-70℃(抑制泡孔过度膨胀),后辊温度 30-50℃(快速固化定型),温差过大会导致片材翘曲。
定型辊压力:根据片材厚度调整压力(薄材 0.3-0.5MPa,厚材 0.5-0.8MPa),压力不足易导致片材表面不平整;过高会压破表层泡孔(形成 “塌泡”)。
风冷辅助:在定型辊后加装强冷风(风速 10-15m/s),降低片材残余温度(≤40℃),避免后续收卷时因热收缩导致尺寸偏差。
节能改造
生产连续性优化
采用自动喂料系统(搭配料位传感器),避免人工加料导致的断料或过载;
模头设计为快速更换结构(换网时间<10 分钟),减少停机次数(传统换网需停机 30 分钟以上);
收卷机加装张力控制系统(张力 20-50N),避免片材拉伸或褶皱,提高收卷平整度。
PS 发泡片材挤出机的工艺优化需围绕 “原料稳定 - 熔融均匀 - 发泡可控 - 定型精准” 的逻辑,通过精准控制温度、压力、发泡剂用量等参数,结合设备节能改造与自动化升级,最终实现片材质量提升(泡孔均匀度≥90%)、能耗降低(单位能耗下降 20% 以上)、生产效率提高(产能提升 10%-15%)。同时,需根据产品规格(厚度、密度)动态调整参数,建立工艺参数数据库,实现快速换产与质量追溯。