

名称:龙口市富士包装机械有限公司
电话:0535-8522119
手机: 13705350285(柳经理)
15253598305(周经理)
15253598308(亓(qi)丽丽)
15253598317(鲍丽)
邮箱:webmaster@fushijixie.cn
传真:0535-8635389
网址:www.fushijixie.cn
地址:山东省龙口市兰高工业园兰兴路1号

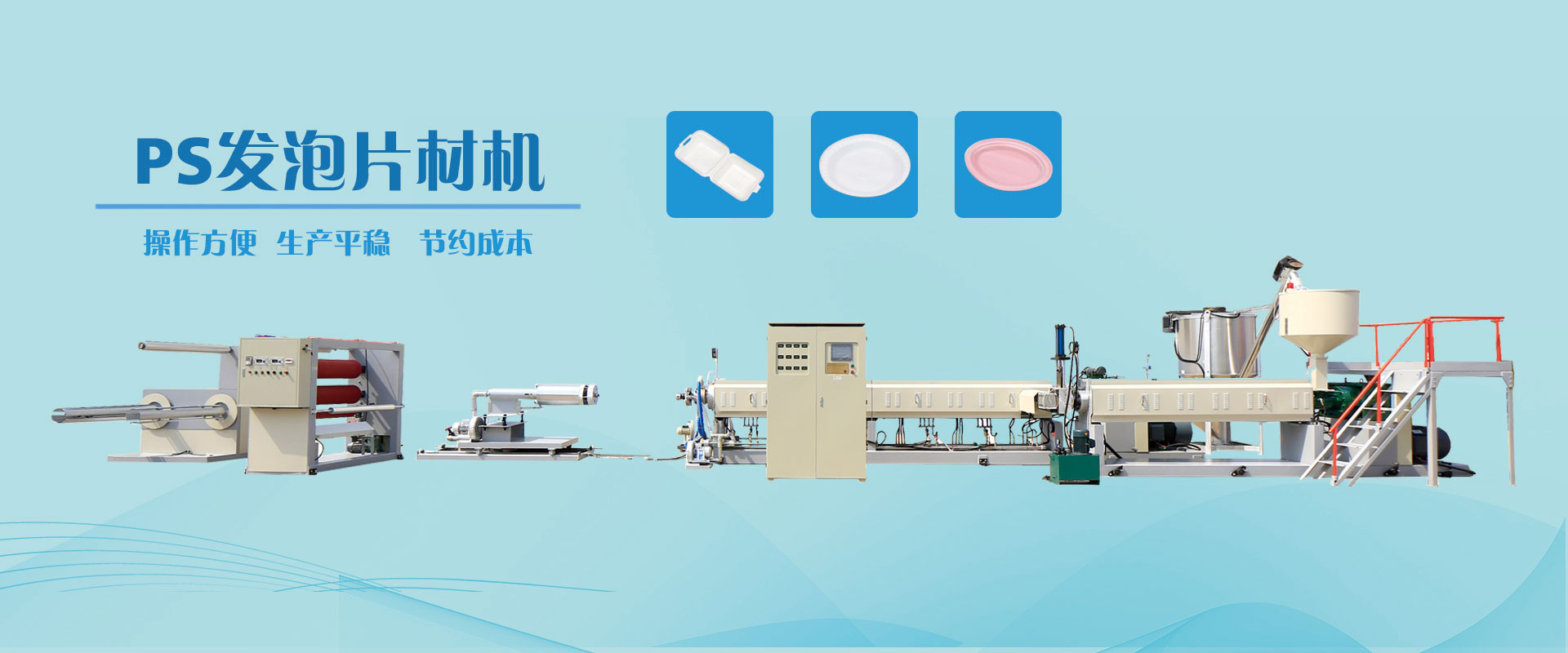
吸塑设备在生产过程中,吸塑成型的产品出现脱模不良变形的原因可能有以下几个方面:模具调计或加工不良。建议模具设计,提高加工精度尽量避免直角。模具温度偏高。建议降低模温延长冷却时间。龙口市富士包装机械有限公司是专业的塑料发泡挤出机生产厂家!
脱模力度不足或过高。建议可采用脱模吹风或震模。设备有动作后,测试时发现设备只能下压,不能自动上升,时间继电器动作正常,急停时可上升。可能的原因有:1、上升时间制到后,电压无输出。2、控制上升的中间继电器烧坏。3、线路中存在断线情况。
售后工程师检查发现,上升时间制输出到中间继电器的电是有的,但是并未连接到其线圈上,而是在其中一组触点上,导致中间继电器不工作,上升电磁阀线圈不能得电,无法上升;正确连接后故障解除。
最后,售后工程师与客户交谈中了解到,他家裁断机之前出现的故障不是这样,他在外找了一位电工检查,把坏的配件更换后就出现了上述问题。
设备在开机后出现上压板自动上下移动,不能维持在最高位置;在按下急停后,上压板上下移动的振幅减小,而且震动声音异常变大。检查步骤:检查电磁阀是否正常工作。在按下急停后,发现电磁阀是间接性得电。松开急停开关后检查上压板。发现上压板振幅减小,电磁阀同样间接性得电。顺着线路检查继电器。查看动作是否良好,线路有无接触不良。
按照控制流程逐步检查各个控制元件。检查后上升时间继电器、限位开关正常。电路控制没有问题,检查液压系统问题。拆下电磁阀清洗阀芯,查看弹簧弹力情况,但是清洗后依然会出现故障现象。


扫一扫,关注我们
电话:0535-8522119 |
手机:13705350285(柳经理) 15253598305(周经理) 15253598308(亓(qi)丽丽) 15253598317(鲍丽) |
邮箱:webmaster@fushijixie.cn 网址:www.fushijixie.cn |
地址:山东省龙口市兰高工业园兰兴路1号 小程序名称:快餐盒、珍珠棉设备、果品分选机 |


