

名称:龙口市富士包装机械有限公司
电话:0535-8522119
手机: 13705350285(柳经理)
15253598305(周经理)
15253598308(亓(qi)丽丽)
15253598317(鲍丽)
邮箱:webmaster@fushijixie.cn
传真:0535-8635389
网址:www.fushijixie.cn
地址:山东省龙口市兰高工业园兰兴路1号

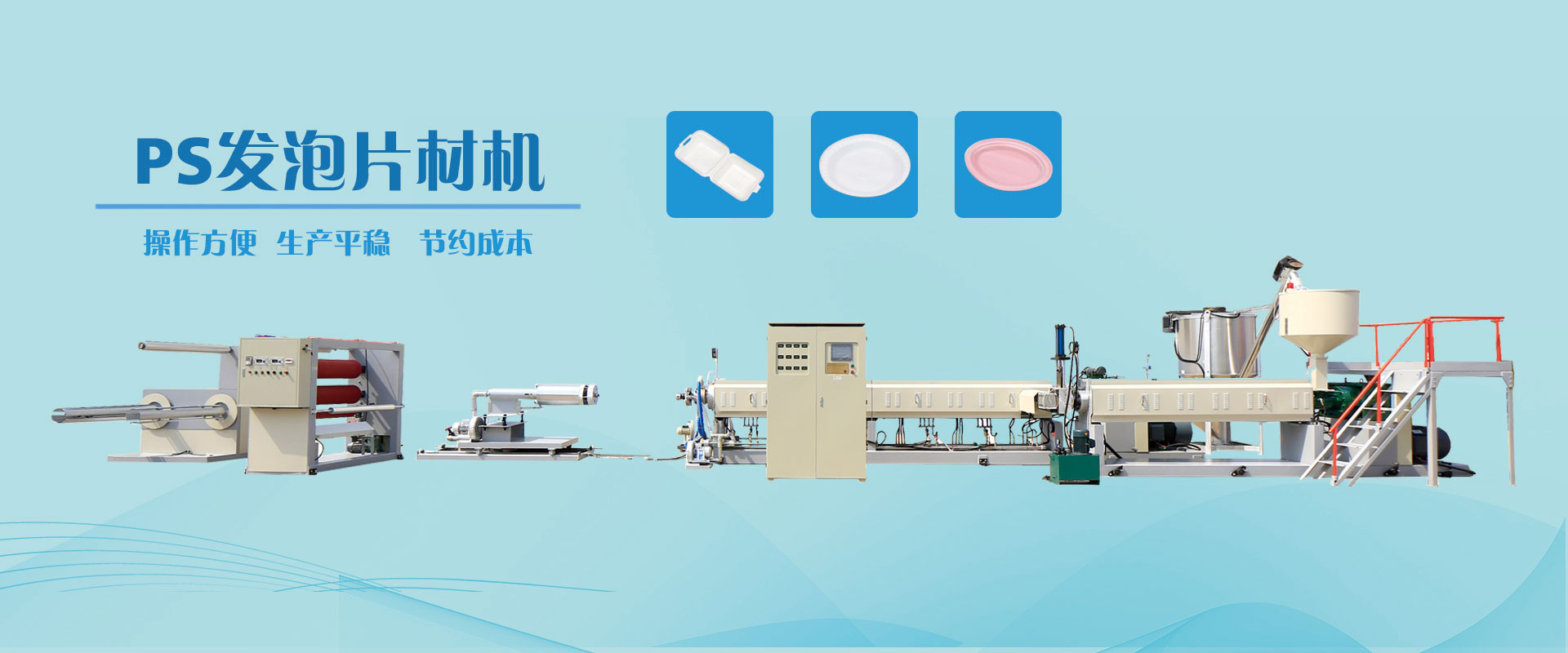
XPS发泡板材生产线发泡工艺控制要点,控制原液的理化性能,黑、白料中的多异氰酸酯、组合聚醚、发泡剂,催化剂及泡沫稳定剂的化学性能直接决定合成聚氨酯的化学反应和泡沫物理性能。是生产合格的聚氨酯泡沫基本条件。黑、白料单体应为通明的粘稠液体,无絮状不溶性杂质。若有不溶性杂质,将会堵塞发泡机的滤网,导致原料流量不稳定,黑白料的配比不符合要求混料不均匀。甚至堵死发泡机的管路不下料。
控制工艺温度和熟化时间,聚氨酯发泡是一个较复杂的物理和化学反应过程。原料、模具、预热温度及熟化时间的波动将直接影响到发泡质量。黑料是一种较活泼的化学物质,极易与水发生化学反应,贮存的过程中应保证容器的干燥密封并充干燥氮气保护,使用的过程中不应与水直接接触。贮存温度低于5℃会产生结晶现象,因此必须注意防冻。一旦出现结晶,应在使用前于70℃~80℃加热熔化,并充分搅拌均匀。贮存温度高于50℃会生产一种不溶性的固体,粘度增大,化学性质发生变化。白料亦存在同样的性质。故要求黑、白料应贮存在室温下的通风、阴凉、干燥的地方,避免日晒、雨淋。
黑白料在发泡前应进行恒温处理,控制发泡温度在18℃~25℃。温度太低时黑白料的粘度大、流量不稳定、流动性差、混合不均匀,温度太低时生成泡沫的反应速度慢熟化时间长。熟化时间不够时箱体、门体脱模后仍发泡,出现外观变形。温度太高时反应剧烈不易控制。容易出现注入较大箱体的泡液性能不均一,开始注入的泡液已经发生化学反应,粘度迅速增大,后注入的泡液还未反应。导致后注入的泡液不能将先注入的泡液推到箱体发泡流程的前端,出现箱体局部空泡现象。
在使用挤出机时需要经常检查使用原料的纯洁质量,不允许有沙粒,金属粉末等异物混入原料乃至进入机筒;检查挤出机各润滑油部位,加注润滑油,轴承部位工作时温升不应超过50℃;挤出机的机筒要有足够的恒温加热时间,不允许让原料低于工艺温度条件下开车生产;螺杆工作时,要低速启动、工作一段时间,一切正常后再提高螺杆转速;若机筒内无原料,不允许螺杆长时间空运转;经常观察螺杆驱动电动机的电流表指针的摆动变化,出现较长时间电动机超负荷工作,立即停机,查找故障原因,故障排除后再继续生产;机筒第一次加热至工艺温度后,要把机筒与机座的连接固定螺栓再拧紧一次;安装模具和螺杆时,零件的接触面要清洁、无任何异物,紧固螺栓要涂一层硅油,以方便零件的拆卸;拆卸挤出机时不允许用重锤敲击零件表面、必要时应垫硬木,用锤敲击硬木拆卸零件。清除挤出机机筒、螺杆和模具上的残料时,只能用竹质或者铜质刀刷铲料,不许用钢质刀刮削黏料,更不允许用火烧烤来清理螺杆上的残料。


扫一扫,关注我们
电话:0535-8522119 |
手机:13705350285(柳经理) 15253598305(周经理) 15253598308(亓(qi)丽丽) 15253598317(鲍丽) |
邮箱:webmaster@fushijixie.cn 网址:www.fushijixie.cn |
地址:山东省龙口市兰高工业园兰兴路1号 小程序名称:快餐盒、珍珠棉设备、果品分选机 |


