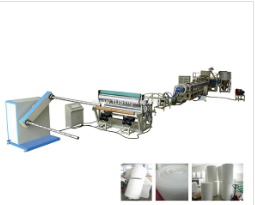
PE发泡布挤出机的结构围绕 “发泡成型” 特殊需求设计,需同时实现原料熔融、发泡剂分散、气泡稳定及连续挤出,核心由挤出系统、发泡系统、成型系统、冷却系统、牵引收卷系统五大模块组成,具体如下:
1. 核心结构解析
| 系统模块 | 关键部件 | 功能作用 |
|---|---|---|
| 挤出系统 | 料斗、螺杆、机筒、加热圈、温控器 | - 料斗:储存 PE 树脂、填充剂(如滑石粉)等原料; - 螺杆 + 机筒:核心 “熔融混合单元”,通过螺杆旋转将原料输送、压缩、熔融,并与发泡剂充分混合; - 加热圈 + 温控器:分段控制机筒温度(150-220℃),确保原料均匀熔融(避免局部过热导致发泡剂分解)。 |
| 发泡系统 | 发泡剂注入装置、静态混合器 | - 发泡剂注入装置:精准计量并注入物理发泡剂(如丁烷、CO₂)或化学发泡剂(如 AC 发泡剂),控制发泡剂含量(直接影响发泡倍率); - 静态混合器:安装在机筒与模具之间,进一步混合熔融 PE 与发泡剂,确保气泡均匀分散(避免局部气泡过大或破裂)。 |
| 成型系统 | 扁平模具、模头调节装置 | - 扁平模具:将 “熔融 PE + 发泡剂” 混合物挤出为连续的片状坯体,模具宽度决定发泡布的最大幅宽(常见 1.2-3m); - 模头调节装置:通过螺栓微调模唇间隙(0.5-5mm),控制发泡布的初始厚度与均匀性。 |
| 冷却系统 | 冷却辊组、风环、冷却水箱 | - 冷却辊组:2-4 组镀铬钢辊,通过循环水冷却,快速冷却挤出的发泡坯体(将温度从 180℃降至 60℃以下),固定气泡结构(避免气泡收缩或合并); - 风环:部分机型配备风环,从模具出口处吹冷风,辅助初始冷却; - 冷却水箱:用于厚型发泡布(>10mm)的二次冷却,确保内外温度均匀。 |
| 牵引收卷系统 | 牵引辊、张力控制器、收卷机 | - 牵引辊:通过橡胶辊与钢辊的挤压牵引,将冷却后的发泡布匀速输送(牵引速度与挤出速度匹配,影响发泡布密度); - 张力控制器:调节牵引张力,避免发泡布拉伸变形(尤其是低倍率发泡布,张力过大会导致气泡破裂); - 收卷机:将连续的发泡布卷成卷材(直径可达 1-2m),方便储存与后续加工。 |
| 辅助系统 | 原料干燥机、破碎机、边角料回收机 | - 原料干燥机:去除 PE 树脂中的水分(水分>0.1% 会导致发泡气泡破裂); - 破碎机 + 回收机:将挤出过程中的边角料(如模头废料、切边)破碎后重新加入料斗,降低原料损耗(回收率可达 30%-50%)。 |
2. 核心工作原理(以物理发泡为例)
PE 发泡布挤出机的工作流程是 “连续化、一体化” 的发泡成型过程,核心逻辑是 “控制发泡剂在熔融 PE 中的分解与气泡稳定”,具体步骤:
原料准备与熔融:PE 树脂(通常为 LDPE,低密度聚乙烯,易发泡)、填充剂、抗氧剂等从料斗进入机筒,在螺杆的剪切与机筒的加热下,逐渐熔融为均一的熔体(温度 160-200℃);
发泡剂混合:当熔体输送至机筒中段(压力≥10MPa)时,通过发泡剂注入装置将液态物理发泡剂(如丁烷)注入熔体,螺杆的剪切作用使发泡剂均匀分散在熔体中,形成 “PE 熔体 - 发泡剂” 均相体系;
降压发泡与挤出:均相体系被输送至模具入口时,压力骤降(从 10MPa 降至大气压),发泡剂迅速汽化产生大量微小气泡(直径 50-200μm),同时熔体通过扁平模具被挤出为片状 “发泡坯体”;
冷却定型:发泡坯体进入冷却辊组,快速冷却至 PE 的结晶温度以下(<60℃),气泡壁固化定型,形成具有闭孔结构的 PE 发泡布;
牵引收卷:冷却后的发泡布经牵引辊匀速牵引(速度 1-5m/min,根据厚度调整),最后由收卷机卷成卷材,完成生产。